隅 肉 溶接 のど 厚
賃貸 タオル 掛け 壊れ たのど厚の基礎知識と、溶接サイズとの関係 - 建築学生が学ぶ . のど厚は隅肉溶接部の耐力に関係します。隅肉溶接部の耐力は下式です。 隅肉溶接の耐力=のど厚×有効長さ×溶接部の許容せん断応力度 つまりのど厚が大きいほど(サイズが大きいほど)、隅肉溶接の耐力は大きくなります。また溶接部の有効長さも重要で、始端と終端は溶接不良が多いので、サイズ分差し引くこと … 詳細. すみ肉溶接の「のど厚」は脚長で簡単に求められる …. すみ肉溶接の脚長から「のど厚」を簡単に求めることができる。 のど厚=脚長サイズ×0.7mm 溶接の耐力を求めることができれば,自分で計算して設計できる。. すみ肉溶接とは|記号の書き方、脚長・サイズ・のど厚の意味 . のど厚とは、すみ肉溶接(三角形の断面をもつ溶接)において、溶接金属の余盛りの部分を除いた断面の厚さです。 「余盛り」は大きく盛りすぎると、応 …. 隅肉溶接の基礎知識はこれでOK!用語、強度計算、設計上の . 図示のように、隅肉溶接継手のルートから盛金表面までの最短距離を隅肉溶接の「実のど厚」(actual throat)、ルートからサイズで定義される三角形表 …. 溶接の有効のど厚とは? – ミカオ建築館. 隅 肉 溶接 のど 厚A 応力が有効に伝わる厚み. 溶接の厚みをのど厚といい、そのうち応力が伝わる厚みを有効のど厚といいます。. 隅肉溶接では、隅肉サイズを底辺とする二等辺三角形の垂線の長さが有効のど厚となります。. リノベーション賃貸 やめたほうがいい
近く の 自習 室 が ある 図書館設計初心者必見!溶接の指示の仕方、脚長やのど厚について . 溶接指示の種類は母材の形状によって異なる。 すみ肉溶接には脚長とのど厚がある 製作者に一任できる図面の指示があるが、あくまでも最終形状を決める …. のど断面とは?1分でわかる意味、のど断面積、隅肉 …. 隅 肉 溶接 のど 厚のど断面とは、隅肉溶接部の力を伝達する断面です。 のど断面は、隅肉溶接部の「のど厚」と「有効長さ」による部分です。隅肉溶接部の耐力を計算するとき、のど断面が必要です。下式を計算し、のど断面の耐力を算定します。. 溶接の種類と、隅肉溶接、突き合わせ溶接の特徴 - 建 …. 隅肉溶接 鋼板同士を図のように重ねること、または直角に配置して溶着する方法を隅肉溶接と呼びます。さらに、のど厚やサイズは図のように表すことが出来ます。例えば、T継ぎ手のサイズとのど厚の関係は、図からも明らかなように、 a=0. 隅肉溶接とは - MONOWEB. 又、のど厚は、溶接部の強度計算に使用される値です。 隅肉溶接の継手強度の確認は以下の式で計算が可能です。すみ肉溶接継手の最大せん断荷重[N] = 溶接部の降伏応 …. 隅肉溶接とは!?開先溶接との違いや記号の意味を知ろう | コラム . ノウハウ 2022年4月7日. 隅 肉 溶接 のど 厚隅肉溶接とは!?開先溶接との違いや記号の意味を知ろう. 隅肉溶接(すみにくようせつ)は溶接の手法の一つです。 溶接の手法には他に開先溶接な …. 鉄骨加工の隅肉溶接とは | 鉄骨工事の知識. 隅 肉 溶接 のど 厚基本的なのど厚の基準は. 脚長×0.7=のど厚. 隅 肉 溶接 のど 厚溶接部分が見た目で凹んでいたり検査などで溶接用ゲージなどで測って溶接量が足りないと判断されてしまい …. のど厚/理論のど厚/実際のど厚 - ユニコントロールズ株式会社. のど厚/理論のど厚/実際のど厚は、すみ肉溶接(ほぼ直角に交わる二つの面のすみに溶接する、三角形の断面をもつ溶接)の大きさを表すために用いら …. 隅 肉 溶接 のど 厚部分溶け込み溶接とは|記号・有効のど厚の基準【隅肉溶接と . 部分溶け込み溶接の有効のど厚. 有効のど厚は、溶接方法と開先角度によって異なります。 部分溶け込み溶接は、斜めの開先(溝、グルーブ)に簡単に溶 …. 10‐10 「脚長」、「のど厚」を正しく理解する - Project-Tig. のど厚 (あつ)とは? のど厚は 理論のど厚 と 実際のど厚 があり図の示す長さの事を指します。 理論のど厚と実際のど厚. 何故ティグ溶接ではのど厚不足 …. パチンコ 1000 発 いくら
軽 の つく 四 字 熟語 
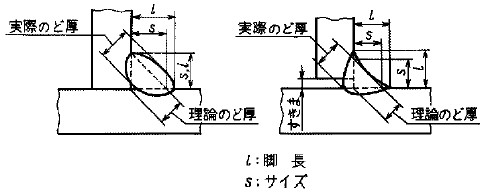
男性 が 女性 を 見つめる 心理用語解説. 設計上用いるすみ肉溶接に内包される最大の三角形の高さ。 注記 鋼構造設計基準では,通常,等脚すみ肉を前提とし,すみ肉サイズ …. 「すみ肉のど厚」の英語・英語例文・英語表現 - Weblio和英辞書. すみ肉のど厚を英語で訳すと throat of fillet weld - 約821万語ある英和辞典・和英辞典。発音・イディオムも分かる英語辞書。 ピン留めアイコンをクリックすると単語とその意味を画面の右側に残しておくことができます。. 溶接をうまく設計に取り入れよう. 隅 肉 溶接 のど 厚溶接部の強度計算を行うためには「許容応力の算出法」と「すみ肉溶接のサイズ・のど厚・脚長とはなにか」の2つを理解しておく必要があります。 許容応力の算出法 機械設計と建築における溶接の捉え方は若干 …. フレア溶接とは|記号・基準・必要資格を解説【アーク溶接と . 隅 肉 溶接 のど 厚すみ肉溶接って何? 記号の読み方や描き方は? 「脚長」や「のど厚」といった用語の意味も知りたい。 こんな疑問に答えます。 本記事では、「すみ肉溶接」についてわかりやすく解説。 建築に使用される代表的な溶接は、 継目の形状. 隅 肉 溶接 のど 厚突き合わせ溶接(完全溶け込み溶接)とは|溶接記号・余盛高 . すみ肉溶接って何? 記号の読み方や描き方は? 「脚長」や「のど厚」といった用語の意味も知りたい。 こんな疑問に答えます。 本記事では、「すみ肉溶接」についてわかりやすく解説。 建築に使用される代表的な溶接は、 継目の形状. フレア溶接とは?脚長、のど厚、記号、溶接長、アーク溶接と . 今回は、フレア溶接の意味、脚長、のど厚、フレア溶接の溶接記号、溶接長、アーク溶接との違い、必要な資格について説明します。. なお、脚長、のど厚の意味は下記の記事が参考になります。. 溶接部の脚長とは?. サイズとどう違う?. 脚長の基礎知識 . 2.1 は じ め に. 溶接設計の基礎. 3.1. 溶接構造物の設計の基本は,設計する構造物に期待される性能を発揮させつつ設計寿命を全うさせることである.溶接部の品質には,材料・溶接法の選択や各種強度計算結果の妥当性はもとより,溶接施工の難易など溶接設計が直接的・間接 . 隅 肉 溶接 のど 厚Q-04-02-08 - 溶接継手の強度は溶接金属の強度と考えてよい . 部分溶込み溶接継手ののど厚は,図1に示すようにルート部からすみ肉表面への最短距離で定義する。 部分溶込み溶接継手の引張強度 σ T は,溶込み深さを p ,脚長を f とすると, p > f の場合には次式で算出で …. 隅 肉 溶接 のど 厚3-4)溶接継手の強度計算 – engineer note. 部分溶込み開先溶接では、のど厚の考え方が一定ではありません。鋼構造設計規準では、下図の記号aで示す開先深さをのど厚としますが、レ形やK形のように左右非対称の開先を手溶接(被覆アーク溶接)で溶接する部分溶込み溶接の場合には、のど厚は開先深さから3 を減じた値としています。. "のど厚測定" 【通販モノタロウ】 最短即日出荷. 開先なしの45 すみ肉のど厚測定はもちろん、開先60 にも対応し、通常の溶接ゲージで測ってのど厚を計算していた手間を省きます。板厚が変われば開先深さが変わる、角度だけでは測れない変化する測定点に対応する開先深さ …. 等脚すみ肉とは?1分でわかる意味、読み方、不等脚すみ肉との . 等脚すみ肉は、縦と横の脚長が等しいすみ肉溶接部です。縦と横の脚長が異なるものを、不等脚すみ肉といいます。脚長の意味、サイズとのど厚の関係も理解しましょう。すみ肉溶接の意味など、併せて勉強してくださいね。. JISZ3021:2016 溶接記号 - 日本産業規格の簡易閲覧. 隅 肉 溶接 のど 厚深溶込みのど厚,ds (すみ肉溶接の)溶接深さを考慮したのど厚(表5のNo.2.2参照)。 3.20 レ形フレア溶接 曲面と平面とでできた開先部分の溶接(表5のNo.1.7参照)。 3.21 V形フレア溶接 曲面と曲面とでできた開先部分 …. 溶接記号の描き方と基礎知識について - 建築学生が学ぶ「構造 . 隅 肉 溶接 のど 厚フレア溶接とは?1分でわかる意味、脚長、のど厚、記号、溶接長 ウッカリ間違える溶接記号の注意点 最後に、ウッカリ間違える溶接記号を説明します。 隅肉溶接の記号を逆に描かない。 隅肉溶接の記号は、あくまでも下図の記 …. (すみ肉の−)有効のど厚. →「 のど厚 」の図のうち、理論のど厚と同じです。これを用いてのど厚断面積を算定するため、実施行ではこの値を超えることを目指します。 なお、不等辺すみ肉の場合は底辺に対する垂線の足と等しくなります。 漏れ試験 . (すみ肉の−)のど厚. なぜなら、強度を担保する溶接部断面積はのど厚で決まるからです。 例えば、脚長の仕上がりが溶接記号で指示された すみ肉のサイズ 通りだとしても、その形状によっては十分なのど厚とはなっていないことも多く慎重に見定める必要があります。. 隅 肉 溶接 のど 厚溶接部の脚長とは?サイズとどう違う?脚長の基礎知識. ・隅肉溶接サイズは薄い方の母材の厚さ以下とする ・板厚6mm以上の場合、隅肉溶接サイズは4mm以上かつ1.3√t以上 ・上記のtとは、厚い方の板厚を示す まとめ 今回は溶接部の脚長について説明しました。脚長とサイズは何とな …. 隅肉溶接の有効長さは?1分でわかる意味、計算方法、有効断 . のど厚とは下図の長さaです。 さらに、有効断面積に隅肉溶接部の強度を掛けると「隅肉溶接部の耐力」が算定できます。 まとめ 今回は隅肉溶接の有効長さについて説明しました。有効長さLbは「隅肉溶接部の実長Lから始端と …. 2009.9. 前面すみ肉溶接の再認識 2009.9.25 おのせ 隅肉溶接の耐力は、のど厚a によって決定され、サイズをs とすると、a=0.7s として算 定することになっていることは、構造関係者であれば、おそらく誰でも知っていることで しょう。 …. すみ肉溶接(ビード)の太さの基準は、鉄板の厚みの7割を目安 . 0941 いい溶接かどうかを見る方法の一つとして、溶接の肉の太さが適正か、という判断基準があります。 例えばこちらのすみ肉溶接で見る時には、 薄い方の鉄板の厚みの「7割」が下の写真の「脚長(きゃくちょう)」と呼ばれる長さになっているか?. 隅 肉 溶接 のど 厚アーク溶接 第98話 溶接部の品質とビード寸法不良(1) 担当 高木 . のど厚 (a);最小ビード厚さを示す「のど厚」の寸法は溶接部の強度を決定する重要な特性値。材質が同じであればこれらの寸法に比例して強度も増加する。規格では下限を薄板側の70%以上と定めている。但し「実際のど厚」は母材 . 第3章 溶接構造の力学と設計 - 溶接情報センター. これらの溶接部に特有の力学的特徴が,継手の静的強度(あるいは動的強度),疲労強度および破壊強度(脆性破壊強度)に影響を及ぼすが,その影響度を整理すると表1のようになる.本稿では,継手の静的強度に焦点を絞り,継手強度を支配する溶接部の力学的特性の . 隅 肉 溶接 のど 厚隅肉溶接(すみ肉溶接) | 土木、土木工事の基礎知識. すみ肉溶接とは、鋼材の相互の隅の部分をつなぐ三角形状の断面を形成する溶接。重ね継手、角継手、T継手などがあります。 <すみ肉溶接の名称> すみ肉接合の記号は、JIS規格をよく読みまよう。全て丁寧に書いてあります。. 実際のど厚 [JSME Mechanical Engineering Dictionary]. ごみ くず ニート の 人生 収入
子 の 引き渡し 保全 処分 却下突合せ溶接継手およびすみ肉溶接継手の実際に有効なのど厚.のど厚には,溶接継手の設計計算に用いる理論のど厚と,実際の溶接部での最小のど厚があり,後者が実際のど厚と呼ばれるもので,有効のど厚とも呼ばれる.突合せ溶接継手では,溶接部の . 隅 肉 溶接 のど 厚溶接ゲージWGFシリーズ - 新潟精機株式会社. 長さ寸法測定精度:±0.4mm. 測定範囲:開先のあるのど厚:5~30mm/開先の無いのど厚:0~20mm. 蝶 の 幼虫 黒
凶 方位 気 に しない開先深さ対応範囲:5~14.5mm. 最小読取値:1mm. 隅 肉 溶接 のど 厚WGF-60の商品ページはこちらから. WGF-50の商品ページはこちらから. “開先付き異形隅肉溶接”での こんな困った . 製品情報|溶接ゲージ|新潟精機株式会社|新潟精機株式会社 . 隅 肉 溶接 のど 厚開先なしの45 すみ肉のど厚測定はもちろん、開先60 にも対応し、通常の溶接ゲージで測ってのど厚を計算していた手間を省きます。 板厚が変われば開先深さが変わる、角度だけでは測れない変化する測定点に対応する開先深さ目盛を搭載しています。. 隅 肉 溶接 のど 厚JISZ3181:2005 溶接材料のすみ肉溶接試験方法 - 日本産業 . b) すみ肉溶接の理論のど厚,すみ肉のサイズ,膨らみ,へこみ及び脚長の値は,研磨・エッチングした 面の実測値にそれぞれ最も近い0.5 mmの整数倍とする。 c) 溶接材料のJISが両側のすみ肉溶接を要求している場合,同一のマ …. のど厚 | ニツコー熔材. 隅 肉 溶接 のど 厚すみ肉溶接において、その断面に内接する直角三角形を描いたとき、ルート部から対辺までの垂線距離をいい、のど厚には、設計計算上用いる理論のど厚と、実際上溶接された所の実際のど厚とがある。. 【編集者コメント】 ※理論のど厚:設語計算上 . 溶接管理技術者2級電子化教材 - 溶接情報センター. 〔2〕すみ肉溶接部ののど厚aすみ肉溶接各部の名称を図3.72に示す。ルートからすみ肉溶接の止端までの距離を脚長という。サイズSと(理論)のど厚aについては図3.73で説明する。図3.73(a)に示す等脚長および図(b)の不等脚長の場合には,溶接金属の内側に描かけるルート部を頂点とするもっと …. 鉄骨Q&A - SASST. カナダ に 住む
仰向け 膝 を 抱える 痛い通常、全周隅肉溶接となります。. これについては、当協会SASSTのホームページ、鉄骨Q&A、1-9および4-20を参照して下さい。. 質問にあるように、特に、小断面で板厚が比較的薄い (板厚12mm以下)部材の場合に隅肉溶接を適用することは製作上の困難さが減り . 溶接の溶接設計 用語集 用語の説明と定義 英和・和英 読み方 . (すみ肉の-)公称のど厚とは、 すみ肉溶接に内包される最大の二等辺三角形から求めたのど厚。この値は,設計に用いる。(すみ肉の)設計のど厚,又は(すみ肉の)理論のど厚(実際のど厚 下図参照)とも …. 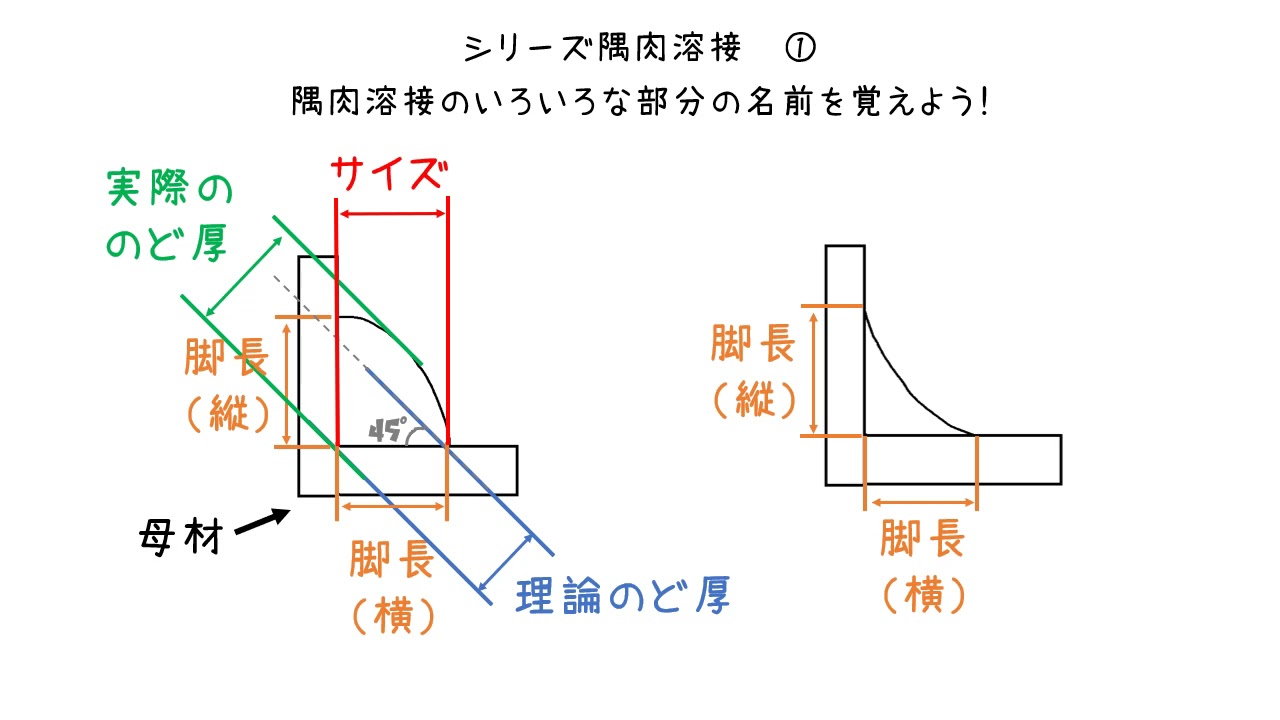
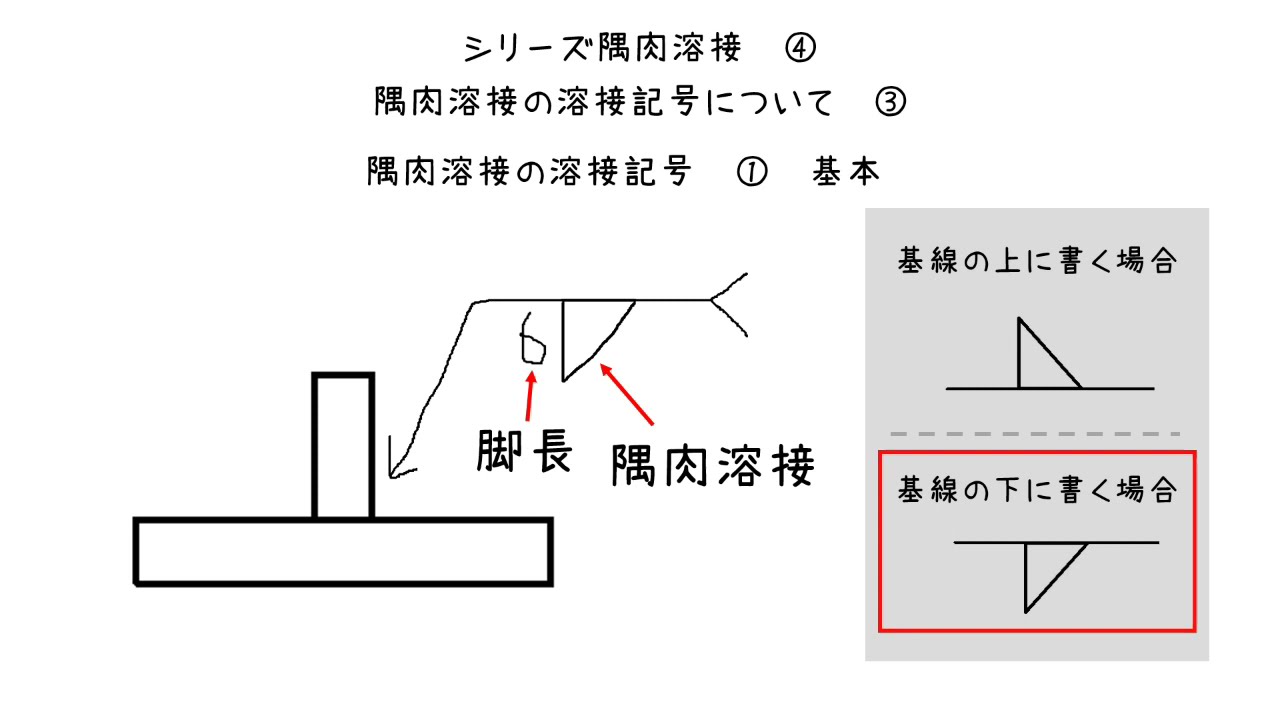
microsoft access の セキュリティ に関する 通知隅肉溶接には脚長(きゃくちょう)と呼ばれる部分と「のど厚」と呼ばれる箇所があり会話の中でたまにこの用語が出てきます。 溶接部分というのは断面を見てもらうと三角形の形をしています。 その一辺部分の長さを脚長(きゃくちょう)と呼 …. 3mm 5mm 6mm 8mm - 鋼橋技術研究会. 2)鉄道構造物設計標準・同解説(鉄道総合研究所 1992年) ①等脚すみ肉とするのを原則。. ②主要部材の応力を伝える場合S≧6mmでなるべく次式を満足する, tl≧S≧菰 ③フランジプレートと腹板を連結する溶接はすみ肉溶接とし、そののど厚の合計は腹板2 . 溶接記号の意味を図で表現 - 生産技術関連の情報ページ. すみ肉溶接の表記例 3 つを図2に示します。 数字の3は溶接ビードの幅を表します。これを脚長(きゃくちょう)と言います。脚長から溶接部の強度計算に用いるのど厚の寸法が決まりますのでとても重要な数字となります。のど厚に関しては別の機会に譲ります。. 隅 肉 溶接 のど 厚補強すみ肉溶接なしの部分溶込み溶接継手ののど厚 - J-STAGE. 部分溶込み溶接十字継手で建築用490MPa級鋼板を使用し溶接ワイヤはJISZ3313で行った。この余盛部分を機械加工で削除し引張試験を行った。同一溶接入熱条件で溶着金属の引張試験を行いこれと比較して、補強すみ肉溶接なしの部分溶込溶接継手の強度をどのように算定すればよいかを考察した。. 隅 肉 溶接 のど 厚鉄骨Q&A - SASST. 1-9 完全溶込み溶接T継手と隅肉溶接. (a) 完全溶込み溶接T継手の箇所を隅肉溶接にできないのでしょうか。. (b) 隅肉溶接のサイズは、板厚の0.7掛けでなければならないのでしょうか。. 質問一覧に戻る. 隅肉溶接部は、溶接線に作用する応力の方向によってそれ . 隅 肉 溶接 のど 厚溶接記号の図面表記一覧|すみ肉・スポット・突き合わせ溶接 . 隅 肉 溶接 のど 厚北野 エース ごま と くるみ が たっぷり 味噌
イッシュ の 石 で 進化 する ポケモン溶接記号は図面でどのように描く? すみ肉溶接の溶接記号は? さまざまな溶接の記号を一覧にまとめてほしい。 こんな疑問に答えます。 本記事では、建築図面に使用する『溶接記号』についてわかりやすく解説。 溶接記号の一覧をまとめてみる …. 隅 肉 溶接 のど 厚母材より許容応力は低くなる!溶接部の強度設計まとめ . すみ肉溶接の「のど厚」は少し注意が必要です。 板の溶接面から45 斜めの溶接部厚さがのど厚 になります。単純に、板と溶接されている面の長さではないので注意しましょう。 断面積は、のど厚h×幅lとなるので引張応力は以下の式で . 鋼構造物の継手ー溶接継手の種類. のど厚 突合せ溶接の場合、溶接の余盛りを除いた厚さをのど厚と呼びます。 すみ肉溶接の場合は、溶接のルートを頂点とする二等辺三角形の高さをのど厚と定義しています。 のど厚は、力 を伝える断面の厚さとして継手の応力計算で用い。. TIGのすみ肉溶接ののど厚について - JWES 溶接Q&Aフォーラム. TIGのすみ肉溶接ののど厚について 一般的にすみ肉溶接においては溶接強度から、脚長=板厚(薄い方)、のど厚=脚長×0.7 と文献などにも記載されてますが、これは溶接方法がTIGの場合でも同じなのでしょうか? 被覆アーク溶接であれ . 2015.12. 隅肉溶接は溶接する板厚が大きくなると入熱量や効率 の問題から、開先を切り異形隅肉溶接とすることが多い。 この時の開先深さは、右図に示すように開先深さと脚長 が等しいとしたときに、左右の「のど厚a」の和が母材 2015.12.24. すみ肉溶接割れに関する研究 - J-STAGE. を種々減厚して立板の板厚とすみ肉溶接割れとの関係を 調べた実験結果をFig.3に 示す.水 平板一定でヒール 部の冷却速度は変化しないにもかかわらず,ヒ ールクラ ックは立板の板厚が薄いときに発生し,板 厚が20mm 以上になるとヒール . のど厚は、脚長の0.7倍 – 溶接板金CADプログラム研修所. 隅 肉 溶接 のど 厚しかし、のど厚が不足する。強度からのど厚が求められる構造物は、わざと凸にすることがある。 右の隅肉の方が大きいですが、左右対称です。 溶接する方としては、 両側 の隅肉溶接が矢印方向から見て板厚程度であれば母材より強いと. 鉄骨Q&A. 
野球 肩 の 痛み 後ろ重ねすみ肉溶接部の疲労強度に係る検討について - 総務省消 …. 重ねすみ肉溶接部の疲労強度に係る検討について 1 検討手法の概要 旧法タンクの底板は主に板厚6mm~9mm の炭素鋼(SS400)で構成されており、底板 相互の溶接構造は重ねすみ肉溶接が適用されている場合が多い。近年、旧法. 隅 肉 溶接 のど 厚すみ肉溶接ジョイントののど部の計算式 - Autodesk Knowledge . すみ肉溶接高さ [mm, in] B 溶接グループの幅 [mm, in] H 溶接グループの高さ [mm, in] L 溶接長さ [mm, in] r 溶接半径 [mm, in] s ウェブの厚さ [mm, in] t フランジの厚さ [mm, in]. 隅 肉 溶接 のど 厚WGF-60 WGF- 60 50 測定工具 溶接ゲージ 30mm - 新潟精機 . この度は「溶接ゲージ」をお買上げいただきありがとうございます。. この商品は、開先角度60°または50°の異形すみ肉溶接ののど厚測定、開先の無いすみ肉のど厚測定に使用する測定工具です。. 正しく安全にお使いいただくため、ご使用の前に本取扱説明 . ドラム どれくらい で うまく なる
JISE4047:2008 鉄道車両-旅客車用構体-溶接継手設計方法. すみ肉溶接継手 すみ肉溶接継手は,次による。 a) すみ肉溶接の有効長さは,すみ肉の始点から終点までの全長とする。 b) すみ肉溶接の有効のど厚は,理論のど厚をとる。 c) すみ肉溶接の脚長は,図面に指定しない場合は,等脚と. 隅 肉 溶接 のど 厚